全國咨詢熱線:021-57558961
24小時(shí)咨詢熱線:13564575575
咨詢熱線
021-57558961?縫焊是將工件裝配成搭接或?qū)咏宇^,并置于兩滾輪電極之間,滾輪加壓工件并轉(zhuǎn)動,連續(xù)或斷續(xù)送電,形成一條連續(xù)焊縫的電阻焊方法。齒輪…

?工件裝配成對接接頭,使其端面緊密接觸,通電后利用電阻熱加熱至塑性狀態(tài),然后斷電并迅速施加頂鍛力完成焊接的方法稱為電阻對焊。…

所謂螺柱焊是指在金屬或類似金屬件的端面與另一金屬工件表面之間產(chǎn)生電弧,待接合面熔化時(shí)迅速施加壓力,完成焊接的一種方法。…
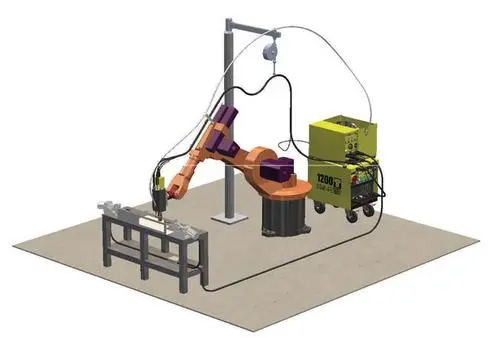
拉弧式螺柱焊又叫電弧式螺柱焊, 與儲能式螺柱焊不同,拉弧式螺柱焊沒有向電容充電的過程,而是通過變壓器/整流器降壓后直接放電,其工作原理與普通電焊焊接類似。由于不需要預(yù)充電,電能可以源源不斷地釋放,所以焊接時(shí)間長短可以控制,根據(jù)設(shè)備功率不同,可焊螺柱直徑范圍為3-25mm。拉弧式螺柱焊的特點(diǎn)焊接方式與保護(hù)方式根據(jù)螺柱直徑不同以及使用場合不同,拉弧式螺柱焊有不同的焊接方式以及保護(hù)方式。焊接方式分為“短周期螺柱焊”和“長周期螺柱焊”。保護(hù)方式分為“無需保護(hù)”、“氣體保護(hù)”和“瓷環(huán)保護(hù)”短周期螺柱焊工藝流程短周期螺柱焊即焊接時(shí)間在5-100毫秒的拉弧式螺柱焊,由于焊接時(shí)間較短,所以熔池相對較淺(但比儲能式螺柱焊的熔池深)。…
1、精密齒條淬火設(shè)備的工作特點(diǎn)有哪些,工藝流程又是什么?帶著這些疑問,我們來看下面的介紹。 1、工作特點(diǎn):采用縱向和橫向復(fù)合磁場感應(yīng)加熱淬火;加熱效率高,速度快,僅需…

021-5755896113564575575
地址:上海市奉賢區(qū)大葉公路6998號
Copyright ? 2022 上海歐締實(shí)業(yè)有限公司 All Rights Reserved.備案號:滬ICP備18034202號-1
訪問手機(jī)站
 微信二維碼
微信二維碼
服務(wù)熱線